-

东莞市长安万博精密模具加工厂
主营:氮化钛

东莞市长安万博精密模具加工厂
主营:氮化钛 12
12

镀钛日常运用应该留意什么?
1、攻丝时端面孔口要倒角,丝锥要与工件孔同轴,开始时应施加轴向压力使丝锥切入,切入几圈之后就不再需求施加轴向力。 2、当丝锥校准部分进人螺孔后,每正转半圈到一圈就要退回1/4、1/2圈,使切屑碎断后再往下攻;攻下通孔时要常常退出丝锥进行排屑。 3、镀钛加工厂家在钢类工件上攻丝时要加切削液在铸铁工件上,攻丝时可加少量火油;用了头攻后,再用二攻、三攻时,必须将丝锥旋入螺孔。 4、镀钛加工厂家以为套丝时工件端部要倒角,扳牙端面应与工件轴线笔直;套丝开始时要施加轴向压力,滚动压力相应的要大一些。当扳牙在工件上切出螺纹时,就不要再加压力。 5、套丝时为使切屑碎断和排出及时,应常常的回转扳牙。 6、工件应牢固地固定在夹、卡具上,当丝锥折断时不要用手去接触折掉处,用夹錾或样冲剔出,断丝时必需要戴好防护镜。
镀钛加工涂层是否越厚越好?
镀钛加工涂层越厚其耐磨时间当然越长,但根据镀钛加工的PVD涂层厚度与基体的结合力成反比的联系,所以两者衡量之下,PVD涂层不能太厚。经验证,1~4µm是适合的涂层厚度。
任何材料都可以做镀钛加工PVD涂层吗?
镀钛加工的PVD涂层是在高真空、低温(约200℃或400℃)的状态下进行处理的,如在这温度下材料便熔化或变软的话(例如:锌),便不能做PVD涂层。一般的模具钢和硬质合金并不存在这样的问题。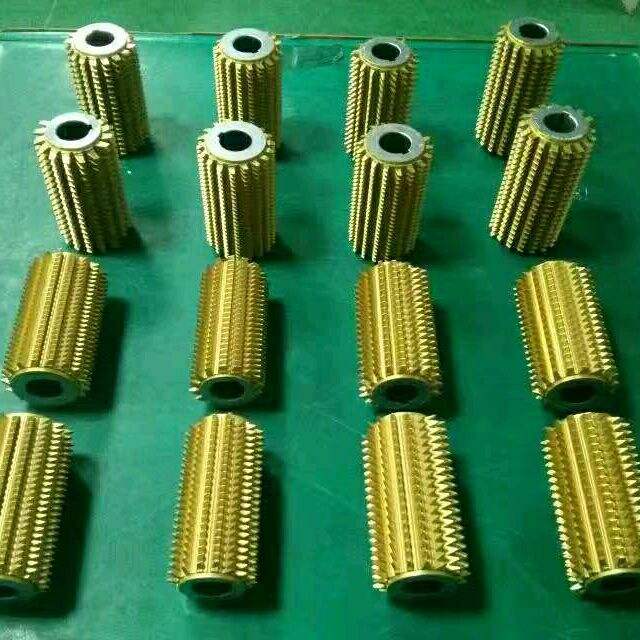
镀钛加工厂家分享丝攻使用注意事项 镀钛加工厂家丝攻是一种加工内螺纹的,依照形状能够分为螺旋丝攻和直刃丝攻,依照运用环境能够分为手用丝锥和机用丝攻,镀钛加工厂家依照标准能够分为公制,美制,和英制丝攻,依照产地能够分为进口丝攻和国产丝攻。
http://waneh.cn.b2b168.com
欢迎来到东莞市长安万博精密模具加工厂网站, 具体地址是广东省东莞市广东省东莞市大岭山镇沿河西街90号A栋402,老板是蒋松林。
主要经营五金相关产品。
单位注册资金单位注册资金人民币 500 - 1000 万元。
我公司工程技术人员多名,技术力量强大,具有多年的生产经验,工艺水平**,产品质量严格把关。